

Como a escolha correta do bico pode aumentar a produtividade, reduzir custos e transformar a eficiência de uma operação de jateamento.
1. Introdução
2. A Evolução dos Bicos de Jateamento
3. O Princípio Venturi e a Física por Trás da Produtividade
4. Materiais do núcleo e vida útil
5. Dimensionamento Correto do Orifício e o Custo Invisível do Desgaste
6. Controle de Qualidade e Instrumentação
7. Conclusões e Retorno Sobre o Investimento (ROI)
1. Introdução
Em praticamente toda operação de preparação de superfícies existe uma busca constante por maior produtividade. Empresas investem em compressores mais potentes, abrasivos de melhor desempenho, sistemas de recuperação automatizados e mão de obra especializada. Entretanto, um dos componentes mais importantes de todo o sistema continua sendo frequentemente negligenciado: o bico de jateamento.
Embora represente apenas uma pequena fração do investimento total da operação, o bico é o elemento responsável por converter a energia do ar comprimido em velocidade e energia cinética das partículas abrasivas. Em outras palavras, é ele quem determina a eficiência real do sistema.
Um compressor de alta capacidade, combinado com abrasivo de excelente qualidade, terá seu desempenho limitado caso o bico utilizado não seja adequado à aplicação. Da mesma forma, um bico corretamente dimensionado pode elevar significativamente a produtividade sem exigir investimentos adicionais em equipamentos de maior porte.
Nos últimos anos, a evolução da engenharia dos bicos de jateamento trouxe ganhos impressionantes de desempenho. Geometrias mais eficientes, materiais ultra resistentes e projetos aerodinâmicos avançados transformaram o que antes era considerado um simples consumível em um dos principais fatores de rentabilidade das operações de jateamento industrial.
Este artigo apresenta os principais conceitos relacionados à seleção, utilização e manutenção dos modernos bicos Venturi, demonstrando como a escolha correta pode reduzir custos operacionais, aumentar a produtividade e melhorar a qualidade final da preparação de superfícies.
2. A Evolução dos Bicos de Jateamento
Os primeiros equipamentos de jateamento utilizavam bicos de orifício interno reto, compostos basicamente por um canal cilíndrico simples que conduzia a mistura de ar comprimido e abrasivo até a saída do bico.
Embora eficientes para aplicações específicas e pequenos reparos, esses bicos apresentavam limitações importantes.
O fluxo interno gerava elevada turbulência, reduzindo a eficiência da transferência de energia para as partículas abrasivas. Como consequência, a velocidade de saída raramente ultrapassava 300 km/h.
Além disso, o padrão de impacto concentrava a maior parte da energia no centro do jato, produzindo uma área periférica de baixo rendimento. Isso obrigava o operador a realizar múltiplas passagens sobre a mesma superfície para atingir um grau uniforme de limpeza.
Tipo de bico | Velocidade aprox. do abrasivo | Comentário |
BICO RETO
| 300 km/h | Padrão de jateamento ineficiente com ponto central concentrado e bordas levemente jateadas. |
BICO VENTURI
| 650 km/h | Padrão de jateamento eficiente com ampla cobertura uniforme e aumento da produtividade! |


Com o crescimento da indústria naval, petroquímica, de estruturas metálicas e de revestimentos anticorrosivos, tornou-se necessário aumentar a produtividade das operações sem elevar proporcionalmente o consumo de ar comprimido.
Foi nesse contexto que surgiu a tecnologia Venturi.
Inspirado nos princípios da dinâmica dos fluidos, o novo desenho interno permitiu acelerar significativamente o fluxo de ar e abrasivo, aumentando a velocidade das partículas para valores superiores a 650 km/h.
Os resultados foram imediatos:
- aumento da taxa de remoção de contaminantes;
- ampliação da área efetiva de cobertura;
- redução do número de passadas necessárias;
- melhoria da uniformidade do padrão de ancoragem;
- redução do custo por metro quadrado tratado.
3. O Princípio Venturi e a Física por Trás da Produtividade
O desempenho superior dos modernos bicos de jateamento está diretamente relacionado ao chamado Efeito Venturi.
Esse fenômeno ocorre quando um fluido em movimento atravessa uma região de estreitamento seguida por uma expansão controlada.
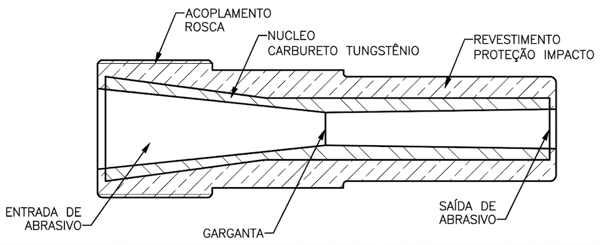
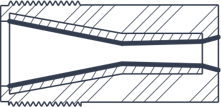
Dentro do bico, a mistura de ar comprimido e abrasivo percorre três regiões distintas:
Região de Entrada: O fluxo entra com elevada pressão e velocidade moderada.
Garganta Venturi: O canal se estreita progressivamente e nesse ponto ocorre aceleração intensa do fluxo, convertendo pressão estática em velocidade dinâmica.
Região Divergente: Após a garganta, o canal se expande gradualmente.
Essa expansão mantém a aceleração das partículas abrasivas e reduz as perdas por turbulência.
Corte técnico ilustrando as três regiões de um bico Venturi.
O resultado prático é um fluxo mais estável, mais rápido e mais uniforme.
Dependendo das condições operacionais, a substituição de um bico reto convencional por um modelo Venturi moderno pode proporcionar ganhos de produtividade entre 25% e 70%.
Ao contrário do que muitos operadores imaginam, o ganho não ocorre apenas pelo aumento da velocidade.
O perfil Venturi reorganiza o fluxo interno, reduzindo turbulências e aproveitando melhor a energia disponível do compressor.
Essa característica explica por que dois bicos de mesmo diâmetro podem apresentar desempenhos completamente diferentes dependendo apenas da geometria interna.
Os Tipos de Bicos Venturi
A evolução tecnológica não parou no Venturi convencional.
Atualmente existem diversas configurações desenvolvidas para atender aplicações específicas, desde pequenos reparos até grandes projetos navais e offshore.
Venturi Convencional
É o modelo mais utilizado mundialmente.
Apresenta excelente equilíbrio entre produtividade, consumo de ar e custo operacional.
Aplicações típicas:
- estruturas metálicas;
- tanques;
- vasos de pressão;
- manutenção industrial;
- pintura industrial.
Venturi Longo
Possui comprimento maior que o padrão convencional.
O percurso adicional permite que o abrasivo permaneça mais tempo acelerando dentro do canal.
Benefícios:
- maior velocidade de saída;
- maior distância operacional;
- aumento da cobertura por passada;
- melhor rendimento em áreas extensas.
Aplicações típicas:
- navios;
- pontes;
- refinarias;
- tanques de armazenamento;
- estruturas offshore.
Tabela de guia de diâmetro, consumo e produtividade
TIPO | Ø BICO POL. (MM) | COMPRIM. POL. (MM) | PRODUÇÃO M²/H | CONSUMO DE AR (PCM) | DEMANDA ABRASIVO (L/H) |
VENTURI CURTO | 3/16” (5) | 3.1/8” (80) | 4 a 6 | 45 | 86 |
1/4” (6) | 3.1/8” (80) | 5 a 8 | 81 | 160 | |
5/16” (8) | 3.1/8” (80) | 7 a 11 | 137 | 262 | |
3/8” (10) | 3.1/8” (80) | 12 a 18 | 196 | 324 | |
VENTURI LONGO | 1/4” (6) | 5.1/4” (135) | 5 a 8 | 81 | 160 |
5/16” (8) | 5.5/8” (145) | 7 a 11 | 137 | 262 | |
3/8” (10) | 6.1/2” (170) | 12 a 18 | 196 | 374 | |
1/2” (12) | 8.13/16” (225) | 25 a 37 | 338 | 657 |
Notas:
- Produção estimada a pressão de 100 PSI, no bico de jato, com granalha de aço G-50 em chapa de aço carbono com carepa de laminação, oxidada sem pitting, padrão de jato Sa 3.
- Consumo de ar estimado para bico de jato novo sem desgaste – para dimensionamento do compressor deve-se utilizar o consumo do bico imediatamente superior prevendo-se o desgaste.
- Demanda de abrasivo estimada para pressão de 100 PSI sujeita a variações devido a regulagem da válvula dosadora de abrasivo.
4. Materiais do Núcleo e Vida Útil
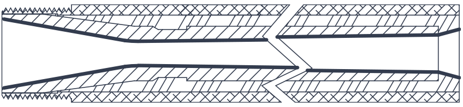
Se a geometria determina a eficiência do bico, o material do núcleo determina sua durabilidade.
O núcleo interno é a região mais crítica do bico, pois permanece continuamente exposto ao impacto de milhões de partículas abrasivas aceleradas a velocidades que podem ultrapassar 650 km/h.
A escolha incorreta do material pode resultar em desgaste prematuro, perda de produtividade e aumento significativo dos custos operacionais.
Os materiais mais utilizados atualmente são:
Cerâmica e Ferro Fundido (Materiais obsoletos)
Bicos de cerâmica duram apenas entre 1 e 2 horas; os de ferro fundido resistem de 6 a 8 horas sob jato de areia. O uso desses bicos acarreta rápida perda de geometria interna, destruindo o padrão de ancoragem e sobrecarregando o compressor.
Uso restrito a serviços esporádicos devido à rápida erosão.
Carbureto de Tungstênio
É o material mais difundido na indústria.
Apresenta excelente relação entre custo e desempenho, sendo adequado para a maioria das aplicações industriais.
Características:
- alta resistência ao desgaste;
- excelente resistência ao impacto;
- indicado para granalha de aço, óxido de alumínio, e microesferas de vidro;
- custo moderado.
Vida útil típica:
- 300 a 500 horas com abrasivos minerais como óxido de alumínio;
- até 800 horas com granalha de aço.
Comparação dos Materiais de Núcleo
Material | Resistência ao Desgaste | Resistência ao Impacto | Peso | Vida Útil Relativa |
Cerâmica | Baixa | Baixa | Leve | 1x |
Ferro Fundido | Baixa | Média | Alto | 4x |
Tungstênio | Alta | Muito Alta | Alto | 150x |
5. Dimensionamento Correto do Orifício e Custo Oculto do desgaste
O principal erro operacional na engenharia de jateamento é negligenciar a relação matemática direta entre a pressão dinâmica do ar no bico e a taxa de rendimento produtivo. A regra de ouro estabelece que a pressão de trabalho ideal na entrada do bico deve situar-se estritamente entre 90 psi e 100 psi (6,2 a 6,9 bar).
Para cada 1 psi de perda de pressão na linha, a produtividade geral do sistema cai exatamente 1,5%. Se um bico opera a 80 psi em vez de 100 psi, o sistema está desperdiçando 30% de sua capacidade técnica real de limpeza.
À medida que o abrasivo flui pelo núcleo, o diâmetro da garganta sofre desgaste abrasivo inevitável. Quando o diâmetro interno expande apenas 0,8 mm (1/32 polegada), a demanda por volume de ar comprimido (vazão em pcm ou m³/min) aumenta em média 15% a 20% para manter a pressão interna.
N° Bico | Diâmetro do Orifício | Métrica | 100 PSI Novo | 100 PSI com desgaste (1,6mm) |
No. 4 | 1/4″ | Vazão de ar (cfm) | 81 | 137 |
Abrasivo (L/hr) | 160 | 262 | ||
Compressor (hp) | 18 | 39 | ||
No. 5 | 5/16″ | Vazão de ar (cfm) | 137 | 196 |
Abrasivo (L/hr) | 262 | 374 | ||
Compressor (hp) | 31 | 44 | ||
No. 6 | 3/8″ | Vazão de ar (cfm) | 196 | 254 |
Abrasivo (L/hr) | 374 | 447 | ||
Compressor (hp) | 44 | 57 | ||
No. 8 | 1/2″ | Vazão de ar (cfm) | 338 | 548 |
Abrasivo (L/hr) | 657 | 785 | ||
Compressor (hp) | 75 | 122 |
Notas: * Os requisitos de potência são baseados em 4,5 cfm por hp.
6. Controle de Qualidade e Instrumentação
Para assegurar que o sistema opere em sua máxima eficiência termodinâmica, a equipe de controle de qualidade (CQ) ou o encarregado de campo deve utilizar rotineiramente dois instrumentos científicos de medição direta:
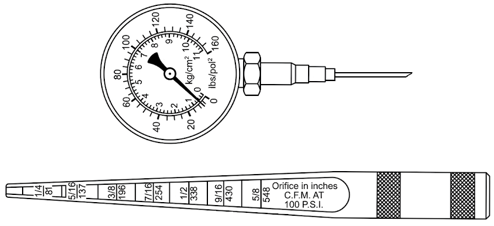
Manômetro de Agulha Hipodérmica
O manômetro acoplado ao painel do compressor de ar registra apenas a pressão estática interna no tanque pulmão, mascarando perdas de carga massivas causadas por vazamentos nas conexões ou restrições ao longo da linha. A única medição tecnicamente válida é a pressão dinâmica de fluxo executada diretamente na entrada do bico.
Para tal, utiliza-se um manômetro calibrado conectado a uma agulha hipodérmica de aço. Com o sistema de jateamento em plena operação ativa (fluxo contínuo de ar e abrasivo), o inspetor insere a agulha de forma oblíqua (no sentido do fluxo) através da parede de borracha da mangueira de jateamento, exatamente a poucos centímetros antes do acoplamento do bico. O ponteiro indicará o valor real da pressão dinâmica. Leituras abaixo de 90 psi exigem interrupção mecânica imediata para localização de perdas de carga ou redimensionamento do diâmetro nominal do bico em uso.
Calibrador Cônico de Orifício (Medidor de Desgaste)
O controle visual empírico do diâmetro interno do bico é impreciso e falho. O uso do calibrador cônico escalonado elimina a subjetividade. Trata-se de um pino de precisão em formato cônico com marcações milimétricas ou em frações gravadas a laser ao longo de sua superfície.
Com o sistema desligado e despressurizado, o calibrador é inserido suavemente pela parte traseira (rosca de entrada) do bico até assentar perfeitamente na zona interna da garganta. O ponto de parada indica com precisão micrométrica o diâmetro real atual. Um bico deve ser retirado de operação de forma mandatória e enviado para descarte técnico assim que o diâmetro do seu orifício apresentar uma expansão igual ou superior a 1,6 mm (1/16 polegada) em relação à sua medida nominal de fábrica.
7. Conclusões e Retorno Sobre o Investimento (ROI)
Em muitas empresas, a primeira reação diante da necessidade de aumentar a produtividade é investir em compressores maiores ou ampliar o número de máquinas e operadores.
Entretanto, frequentemente o maior ganho encontra-se justamente no menor componente do sistema.
O bico de jateamento representa normalmente menos de 2% do valor total investido na operação, mas influencia diretamente:
- produtividade;
- consumo de abrasivo;
- consumo de energia;
- desgaste do compressor;
- qualidade do perfil de ancoragem;
- segurança do operador.
Para evidenciar o impacto financeiro na planilha de custos do contratante, simulamos um cenário real de operação de campo:
- Custo Diário Total da Equipe de Jateamento: US$ 1.000,00 por jornada de 8 horas de trabalho (incluindo locação/depreciação do compressor de grande porte, óleo diesel, mão de obra do jatista e ajudantes, e volume de abrasivo consumido).
- Ao substituir um bico de perfil reto antigo por um moderno bico com tecnologia Venturi Longo de alto rendimento, obtém-se, de forma conservadora, um ganho de eficiência de 30% na taxa de m² limpos por hora.
- Esse incremento de 30% na velocidade produtiva gera uma economia líquida diária de US$ 300,00. Em termos práticos, a diferença de preço de aquisição entre um bico tecnológico de alta performance e um bico comum é totalmente amortizada nos primeiros dias de operação, transformando as centenas de horas restantes de vida útil do núcleo em lucro puro e redução do custo unitário por metro quadrado tratado.
O bico de jateamento deixou de ser um simples consumível para se tornar um dos principais elementos de eficiência operacional.
A combinação de:
- geometria Venturi adequada;
- material correto do núcleo;
- monitoramento do desgaste;
- dimensionamento compatível com o compressor;
permite reduzir custos, aumentar a produção e prolongar a vida útil de todo o sistema de jateamento.
A verdadeira pergunta não é quanto custa um bico de alta performance.
A pergunta correta é: Quanto custa continuar operando com um bico inadequado?